40万吨级VLOC船舶主机主轴承轴瓦损坏案例分析
近年来,随着航运市场对船舶运力需求的不断增加,船舶也不断朝着大型化方向发展。由于船舶载重量提升,船舶主机的技术指标也随之提高。为提供足够的航行动力,就需要增加主机的输出功率,因此主机的机械负荷不断增加,也增大了对主机运行稳定性的考验。对于大型船舶而言,在重载状态下主机负荷更大,主轴承润滑条件苛刻,情况严重时主轴颈与轴瓦直接接触发生干摩擦,容易导致轴瓦损伤。本文对某40万吨级矿砂船主机主轴承轴瓦损坏案例进行研究,通过对主机主轴承结构及润滑过程进行分析,探讨主轴承轴瓦失效的原因,利用相关公式对主轴承负荷及最小润滑油膜进行计算,提出合理的解决方案,以提高船舶主机运行的可靠性。
1 主轴瓦损坏案例
1.1 船舶及主机概况
该轮为40万吨级超大型矿砂船(Very Large Ore Carrier,VLOC),船长361.9 m,船宽65.0 m,净吨66 832,最大载重吨为398 974,船舶配置主机型号为MAN B&W 7G80ME-C9.5,最大持续功率为24 200 k W。7G80ME机型是MAN公司近几年研发的大缸径超长行程柴油机,该机型采用先进的电喷技术以控制燃油消耗量,达到大功率、绿色环保的目的,目前广泛应用于VLOC和超大型油轮(Very Large Crude Carrier,VLCC)。
1.2 轴瓦检查更换过程
公司的VLOC船队已发生4起主轴瓦脱铅事故,全部为第8道主轴承下瓦脱铅。第8道主轴瓦出厂时为普通轴瓦。通过厂家分析,解决办法是将第8道主轴瓦更换为BE(Blended Edge)瓦,BE瓦设计有弧度,适应性更好。根据公司机务部的要求,将船队同类型主机第8道主轴承瓦更换为整套BE瓦。使用专用长塞尺测量得到第7道和第8道主轴承前后间隙均为0.45 mm。将轴承盖油管、探头等附件拆除,拆下轴承盖,吊出上轴瓦。通过曲轴顶升液压工具,将曲轴顶升0.31 mm,使用专用工具将下瓦从主机操纵侧拉出,翻转到上瓦的位置,将其吊出曲拐箱。下瓦损坏情况如图1所示,经检查发现下瓦左后方有长410.0 mm、宽34.8 mm的区域脱铅。下瓦的中部有明显剐伤,下瓦背部也有轻微刮伤,如图2所示。通过清理和检查,在推力块侧和轴承支架上发现少许脱铅杂质。

图1 下瓦内表面脱铅

图2 下瓦背部
安装新轴瓦时做好轴颈、BE瓦、下轴承座及推力块等部件的检查与清洁工作,使用专用工具用同样的方法将下瓦盘入瓦座,同时注意下瓦前后方向,确保轴瓦的准确定位,使其两端高度一致。通过缓慢泄压,曲轴顶升液压工具,使曲轴重新落座。安装上瓦和轴承盖,使用液压工具按说明书要求装紧轴承盖,最后安装主轴承润滑油管和第8道主轴承磨损监测探头,完成第8道主轴瓦的更换。安装完成后测量第7道和第8道主轴承间隙均为0.45 mm。重新测量第7缸拐档差,各参数都正常。正倒车盘车后上下轴瓦正常,曲拐箱及曲轴没有任何异常声音,盘车机电流平稳正常,整理完毕后对第7缸曲拐箱底部进行彻底清洁。对于主机安装轴磨损监测系统(Kongsberg BWCM-Bearing Wear Condition Monitoring)的船舶,在主机吊缸、拆检、更换相关轴承及部件后,需要根据程序重新标定,恢复学习模式。如未及时重新标定,可能导致误报警。
2 主轴承工作原理及轴瓦损坏的危害
2.1 主轴承的结构
主机主轴承结构如图3所示,主轴承由轴承盖、轴承座、轴瓦、主轴颈组成,轴承盖上连接有润滑油管,通过润滑油管注入具有一定压力的滑油对主轴承进行润滑减摩。
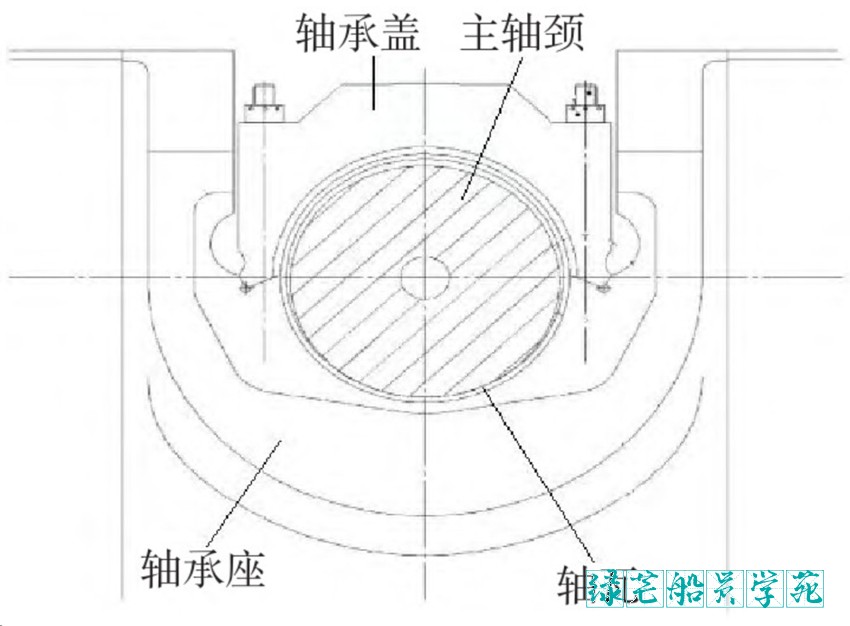
图3 主轴承结构
大型船舶主机主轴承采用滑动轴承,与滚动轴承相比,滑动轴承接触部分是一个面,而滚动轴承接触部分是一个点,因此滑动轴承承载能力高于滚动轴承。由于主机曲轴箱空间狭小,径向空间尺寸受限,滑动轴承可以采用剖分安装的方式进行安装。除此之外,滑动轴承还具有寿命长、工作稳定、可靠、无噪声等优点。滑动轴承的润滑方式有两种,一种是液体静压润滑,一种是液体动压润滑。液体静压润滑是通过注入一定压力的润滑油来形成润滑油膜,而对于船舶主机主轴承而言,润滑油膜由主轴颈旋转形成,因此主轴承的润滑方式是液体动压润滑。
2.2 主轴承的作用
船舶主机的曲轴将活塞的往复运动转变为回转运动,将气缸的爆发压力通过轴系转变成螺旋桨旋转的推进动力。而主轴承的主要作用是支撑曲轴,并以小的摩擦阻力将动力通过中间轴、尾轴传递给螺旋桨。
2.3 主轴承液体动压润滑建立过程
滑动轴承在液体动压润滑的条件下,滑动表面被润滑油分开而不发生直接接触,从而减少摩擦损失和表面磨损。如图4所示,液体动压润滑的建立主要分为四个过程:在主机启动之前,主轴颈在重力的作用下与轴瓦直接接触;在启动开始阶段,轴颈沿着轴瓦爬升,因为滑油具有黏滞性,附着在轴颈的表面,少量的滑油进入轴颈与轴瓦之间;当主机转速开始增加时,滑油不断地被轴颈带到轴颈与轴瓦之间,形成润滑油膜,因为润滑空间是逐渐缩小的,也叫楔形润滑油膜;最后,在主机转速稳定后,滑油源源不断地被带入润滑表面,此时形成了稳定的液体动压润滑。润滑油膜将轴颈与轴瓦分离开,其承载了来自气缸的爆发压力以及活塞、连杆、曲轴的重力。
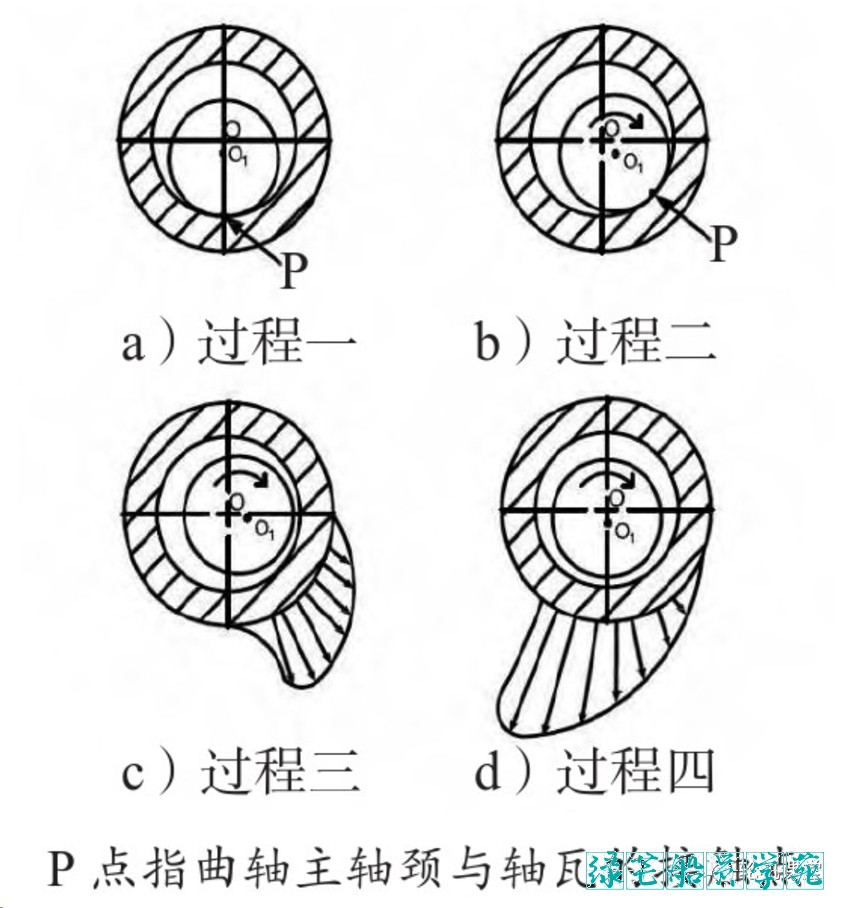
图4 主轴承液体动压润滑油膜形成过程
低速大功率柴油机的使用,导致主轴承内最低油膜厚度降低[1]。从液体动压建立的过程可以看出,在启动瞬间由于轴颈在重力的作用下下沉,并与轴瓦直接接触,此时的轴颈与轴瓦摩擦系数最大,摩擦力最大。因此启动阶段主轴承摩擦阻力较大,最容易导致轴瓦的磨损。滑动轴承依靠轴瓦表面油膜进行减摩,同时油膜也承载了径向载荷,当主机突加负荷的时候,径向载荷大于油膜的承载能力,轴瓦表面油膜被压缩变薄甚至被破坏,也会造成轴颈与轴瓦的直接接触,形成干摩擦。
2.4 主轴承常见失效形式
主轴承承载曲轴的回转运动,其工作状况恶劣,容易发生损坏。主轴承的损坏形式有多种,主要有轴瓦和轴颈表面的过度磨损、轴承合金的裂纹与剥落、轴承的腐蚀和烧熔等。
2.5 轴瓦损坏的危害
轴瓦脱铅是轴承失效的形式之一,造成轴承合金剥落的原因有很多,主要与轴承受力、轴承合金性能及维护管理等因素有关。轴承合金一般采用浇铸的方式,对于大型低速柴油机,一般采用薄壁轴瓦,其瓦壳采用低碳钢,在轴瓦壳上浇铸一层铜铅合金或铝基轴承合金。轴瓦损伤后,轴瓦表面形成的凹坑使油膜分布不均匀,不利于楔形油膜的产生,难以形成液体动压润滑,导致轴颈与轴瓦之间的摩擦加大,甚至两者完全接触形成干摩擦,进一步加剧轴瓦的损坏,严重时将会导致轴瓦烧熔,造成重大的机损事故。
3 主轴承运行工况计算
为保证主轴承运行的稳定性,需要考虑轴承材料最大许用压力和最小油膜厚度。
3.1 轴承压力
轴承平均压力的计算公式为

式中:F为外加径向载荷,N;d为轴颈直径,mm;B为轴承宽度,mm;p'为许用压力,MPa。
轴承平均压力应小于等于许用压力,以防止滑油被挤出轴瓦与轴颈之间,避免轴瓦与轴颈的直接接触,防止轴瓦损伤。
MAN B&W 7G80ME的发火顺序为第1、7、2、6、3、4、5号气缸,相邻两缸不同时发火,因此第8道主轴承的负荷主要受第7缸发火的影响。通过表1的主机参数可以看出,大型主机的运动部件质量大,气缸爆发压力大,因此施加在轴承的径向载荷大,轴承平均压力接近许用压力,油膜变薄,润滑状况恶劣。
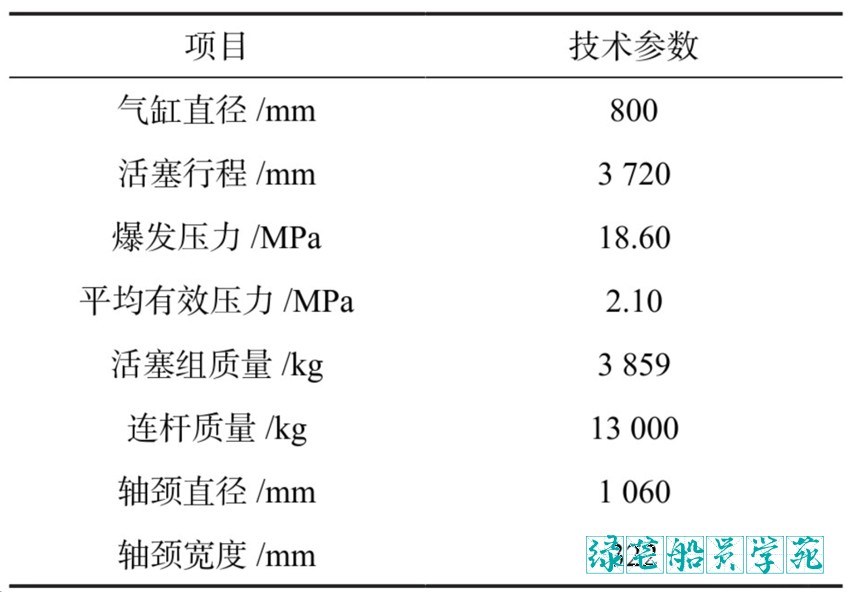
表1 MAN B&W 7G80ME主机参数
3.2 最小油膜厚度
最小油膜厚度决定了主轴承承载能力的大小,主轴承工作时最小油膜厚度应大于许用油膜厚度。滑动轴承油膜厚度

式中:δ为半径间隙,mm;r为轴颈的半径,mm;ψ为相对间隙,mm;ε为偏心率。
压力最大处的油膜厚度

式中:φ0为最大压力处的极角。
最小油膜厚度

在主轴承运转中,为使流体动压润滑有效,应保证最小油膜厚度大于许用油膜厚度。而最小油膜厚度与润滑油的动力黏度、轴颈的转速、直径间隙和外载荷有关。
4 预防措施
MAN B&W 7G80ME在MAN系列主机中属于缸径较大的一款主机,单缸承载的负荷较大。从材料的角度分析,主轴瓦的脱铅问题是由于其合金材料承载能力不够且目前的浇铸技术不够完善导致的,再加上周期性交变载荷的影响产生疲劳裂纹,造成润滑条件变差。本船队所有船舶同类型主机第8道主轴瓦更换为BE瓦后,未再发生脱铅状况。由此可知大功率主机应选用承载能力更强且设计更好的轴瓦。随着科技的不断发展,轴瓦材料的设计与选用不断趋于完善。作为轮机管理人员,应注重以下预防措施。
4.1 保证滑油的质量
滑油容易受到水分等外来物质的污染。如果滑油中水分过多,容易发生乳化变质,不能形成润滑油膜,因此需要加强对滑油含水量的监控。滑油在润滑的同时,会带走运动部件产生的金属屑或其他硬质颗粒,如果硬质颗粒进入主轴承,会导致轴颈与轴瓦之间发生研磨,造成磨粒磨损。轮机员需要加强对滑油滤器压差的监测,定期清洗滑油滤器,保证滑油的清洁,从而避免硬质颗粒进入主轴承破坏润滑油膜。
4.2 保证轴承间隙符合规定
轴径与轴瓦应保持合理的轴承间隙,轴承间隙过小会导致润滑油膜变薄甚至不能形成动压润滑油膜。轴颈与轴瓦发生直接接触,会导致轴瓦损坏。轴承间隙过大,滑油容易从间隙中流出,也不利于产生液体动压润滑。间隙过大或过小都将导致接触的面积扩大,增大合金层磨削、剥离的可能[2]。
4.3 加强主机管理
主机运行时应尽量避免负荷突增突减,保证各缸燃烧正常且负荷均匀。主机在开始启动时尚未建立液体动压润滑,因此应避免主机频繁启动。
5 结束语
主轴承的工作状态对于主机至关重要,一旦在主机运行期间发生主轴承损坏事故,势必造成主机停车,延误船期甚至威胁船舶的安全。轴瓦价格昂贵,更换轴瓦的过程复杂且艰辛,这就要求轮机员在日常工作中细致入微,将隐患消除在萌芽状态,从而保证船舶的安全航行。
参考文献:
[1]李润良.40万吨级VLOC主机主轴承轴瓦损坏案例分析[J].航海技术,2023(06):48-51.
- 发表于 2023-12-01 23:49
- 阅读 ( 1139 )
请点击下载或复制按钮进行操作
