船舶螺旋桨是怎么拆装的?
今日分享厂里面干了20多年的老师父的螺旋桨安装经验,查了些资料,看完一定收获满满。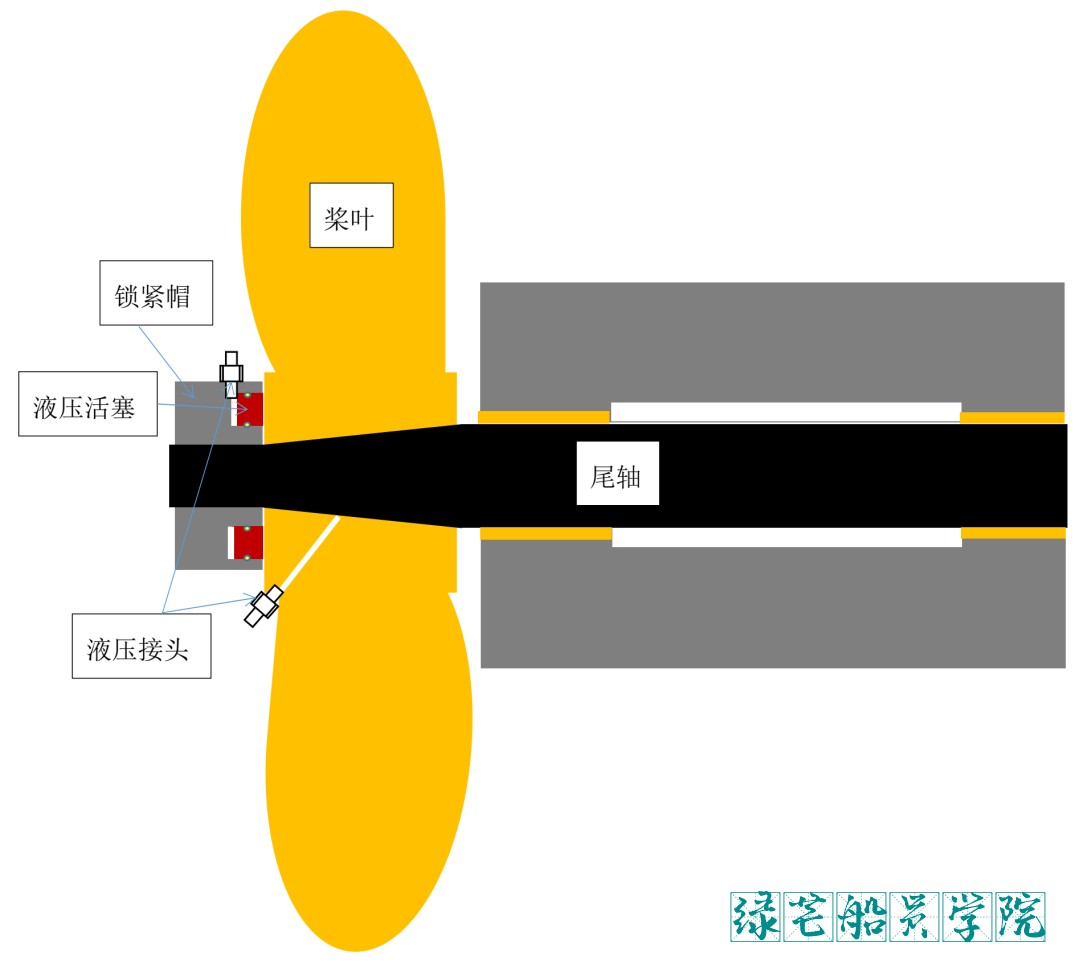
螺旋桨和尾轴采用锥面无键连接
一、拆卸
1.将军帽拆卸后,保险板、螺栓保险丝拆除,将军帽内液压螺母清洁。2.直角尺和千分尺测量尾轴端面至桨叶尾端面距离L作为回装桨叶参考(这个距离作为回装桨叶时的参考值)。3.在桨毂前桨轴上安装百分表(用于观察轴向移动):液压螺母油孔丝堵取下.连接手摇泵1台(用于轴向压油):桨叶油孔丝堵取下,连接手摇泵1台(用于径向压油)。4.2台手摇泵同时缓慢地向螺母和桨叶压油.观察百分表:在桨叶与螺母(螺母如上图所示,其与桨叶的接触端有液压活塞,拆卸时加压把桨叶往里面顶动一点点,防止螺母与桨叶顶死)间隙约0.5mm时(此时2台手摇泵压力均约为60-70mpa),桨叶手摇泵泄压,使桨叶与桨轴抱紧;然后螺母手摇泵泄压,手动盘动螺母,拆下螺母,塑料布覆盖保护。5.桨叶手摇泵再次缓慢压油,油压超出推入量到位油压时,螺旋桨能砰然跳开,记录跳开油压。注意:在施工过程中,螺旋桨吊钩不能脱开预防跌落。

二、回装
1.确定桨叶的推入量。a.测量桨和轴表面温度Cb和Cs。b.依据公式计算推入量上限和下限数值(见船方桨叶安装说明书),对比拆桨叶前数值L。2.确定推入距离起始点a.连接桨叶和液压螺母手摇泵。b.百分表安装桨毂前桨轴上(用于测量艉轴是否移动)。c.用轴向手摇泵向液压螺母泵油,使油压上升到2Mpa时,将百分表指示值调到“0”位。
3.轴向继续对液压螺母泵油,干压推入量达到2mm/或者3mm(分别统计0.5mm.1.0mm、1.5mm和2.0mm时压力)。
4.在坐标纸上作出P-D图,经过上述点(2mm)P与D轴交点Ds为推入距离起始点。此图表应提交厂检、船检和船东。
5.径向手摇泵开始同时与轴向手摇泵缓慢压油(开始涨毂), 此时径向与轴向压力应尽可能相同, 每压入1mm统计下径向和轴向压力, 直至压到推入量上下限之间数值, 并对比拆桨叶前数值L。
6.先拆下径向手摇泵, 再拆下轴向手摇泵, 丝堵回装。螺母回装直至与桨叶贴紧, 液压螺母保险安装, 将军帽内加入黄油, 回装将军帽。
- 发表于 2022-11-22 02:43
- 阅读 ( 4678 )
- 分类:海员培训
请点击下载或复制按钮进行操作
