船舶主机排气阀和缸头粘连卡阻的原因
在轮机管理实践中,不时遇到主机排气阀和缸头出现粘连卡阻问题,由于排气阀质量重、结构特殊、操作困难等客观条件限制,现场拆卸方法较少,如果用天车硬拉,很有可能导致设备损坏和人员受伤。
1 主机信息
本案例的研究对象为大型低速电喷主机,说明书规定排气阀检修周期为16 000 h,船员在规定周期内检修时,遇到了排气阀和缸头粘连卡阻问题。该主机由沪东重机有限公司制造,型号为MAN B&W-6S50ME-C8.1-TII,制造时间为2013年3月,额定功率为9 960 k W,额定转速为127 r/min,总运转时间为44 000 h。
2 粘连卡阻原因分析
根据排气阀和缸头各部件的相互位置和拆检情况进行分析,归纳出粘连卡阻的主要原因如下。
2.1 冷却水质量
该轮主机冷却水处理剂为德鲁LIQUIDEWT,是一种以亚硝酸盐为基础的多功能液态腐蚀抑制剂,能形成清澈的防护层,避免金属表面腐蚀及结垢,减少金属氧化物沉积,防止矿物性沉积或淤泥引起的过热,有效保护循环冷却及加热水系统。按照水质化验说明,配套试剂CWT TITRETS的满意值是1.2~1.8格,对应药水浓度为10 000~15 000 mg/L,查阅船舶化验记录数据,显示船舶冷却水处理和投药情况正常。
2.2 缝隙腐蚀和缝隙结垢
阀座和缸头粘连卡阻区域的形貌分析显示,阀座下端密封令有明显拉痕,该拉痕是被缸头内孔的硬质铁锈和水垢蹭到,仔细观察分布形态和数量,发现冷却水腔中央区域铁锈和水垢较少,而上端和下端的缝隙滋长很多铁锈和水垢,比较坚硬,阀座和缸头的缝隙末梢位置存在严重的缝隙腐蚀和缝隙结垢。
1)缝隙腐蚀。阀座和缸头的上端密封令和下端密封令区域是冷却水末梢缝隙,缝隙里面的冷却水流速较慢,浓度比中间区域大,形成浓差电池,从而产生局部腐蚀,也就是缝隙腐蚀。下端缝隙靠近燃烧室,温度较高,按照腐蚀理论分析,闭式冷却水系统的温度越高,阳极反应速度越快,缝隙腐蚀越严重,导致了下端缝隙腐蚀严重[1]。
2)缝隙结垢。由于下端密封令末梢缝隙的冷却水流速变慢,远远低于有效防止结垢的水流速度(1.0 m/s左右,且不低于0.9 m/s的控制标准),冷却水被加热,碳酸氢盐受热分解,以及某些盐类溶解度逐渐下降,生成难溶的沉淀物,即生成水垢[2]。该轮排气阀座外径是标准直径-0.2~-0.3 mm之间,缸盖内孔直径为标准直径的0~0.1 mm之间,安装总间隙大约在0.3~0.4 mm,用于密封令挤压变形空间,当硬质铁锈和水垢厚度大于总安装间隙时,排气阀座和缸头将粘连卡阻,很难拆解分离。
2.3 泄漏积水产生腐蚀和水垢
排气阀冷却水腔有两道密封令,上端密封令是丁腈橡胶材料O形令,材质较软,容易安装;下端密封令是铁氟龙材料U形令,材质较硬,从排气阀和缸头检修情况和形貌分析显示,排气阀座的下端令槽侧面和底部被腐蚀地凹坑不平,导致了密封令和令槽的容纳适应度不高,容易出现漏水,当检漏孔不畅通或者被堵塞时,泄漏积水集聚在阀座与缸头的刚性密封面外围缝隙中,由于该位置比冷却水腔的下端缝隙还低,更加靠近燃烧室,温度更高,泄漏积水在高温作用下,会产生腐蚀和水垢。
2.4 金属表面处理
冷却水缝隙的金属表面出现腐蚀凹坑和尖锐倒角,将加速腐蚀和结垢,检修时需清洁检查,抛光处理,必要时进行备件翻新,以减缓腐蚀和结垢。排气阀的上紧力不足或者密封面研磨不到位,非密封环带面积被燃气侵蚀,将出现腐蚀和结碳,另外,刚性密封环没有充分涂抹高温防黏油,出现金属咬合,也会导致排气阀和缸头粘连卡阻[3]。
2.5 高温影响
当主机工况变差,或者长时间高负荷低转速运行时,由于燃烧不良和排气温度过高,导致了冷却水缝隙腐蚀和缝隙结垢加快。
2.6 检修周期
在既定内、外部条件下,如果检修周期越长,排气阀和缸头出现粘连卡阻的概率越高。
3 现场检修措施注意事项
由于排气阀和缸头的结构限制,没有合适位置摆放千斤顶,较难顶推分离排气阀和缸头,当阀座和缸头出现粘连卡阻时,现场检修措施如下。
3.1 注意人身安全
当拉出排气阀时,钢丝受力绷紧后将产生弹性势能,一旦钢丝绷断或者部件突然松脱,弹性势能将立即转换为动能。由于弹性系数和形变量越大,弹性势能越大,转变的动能就越大,而动能与质量、弹出速度平方成正比,当排气阀突然松脱,量越轻,弹出速度就越快,弹出的距离就越远,弹射区域大致沿着起吊线发散。所以特别要注意人员安全站位,当起吊排气阀时,禁止人员在排气阀和缸头上面逗留。
3.2 防止阀座固定螺母损坏
阀壳上有2个M10螺母将阀座固定在阀壳上(见图1),阀座固定螺母为高强度钢材料,以8.8级强度为例计算,螺母的理论剪切应力为480~640 m Pa,有效剪切面积约为58 mm2,理论抗剪切力约为27.8~37.1 k N,通过计算,如果起吊负荷大于2.7 t,单边螺母受力会因为超负荷被剪切断掉,致使阀座被迫脱离阀壳,起吊力的传递从原阀壳—固定螺母—阀座,转变为阀壳—阀杆—阀座;阀壳脱离阀座后,其重心不在起吊线上,将向一侧倾斜,人员需要站在缸头上扶正,才能可靠起吊,此时继续强制起吊,存在钢丝意外绷断或者阀座突然松脱弹出伤人的安全隐患,建议改用缸头和排气阀一起拆出的检修方案。
3.3 防止天车过载
该轮机舱天车的额定负荷为3 t,主机排气阀总成质量为0.47 t,正常吊起和行走没有问题,天车限载装置为电路控制,当天车超负荷工作时,拉力传感器起作用,限载器的内置开关CJ断开,进而切断上升马达电源,防止天车超载工作;该轮天车自从安装后,限载装置没有做过效用试验,船员不清楚准确的限载负荷,仅凭经验操作,存在极大的超载吊重风险。
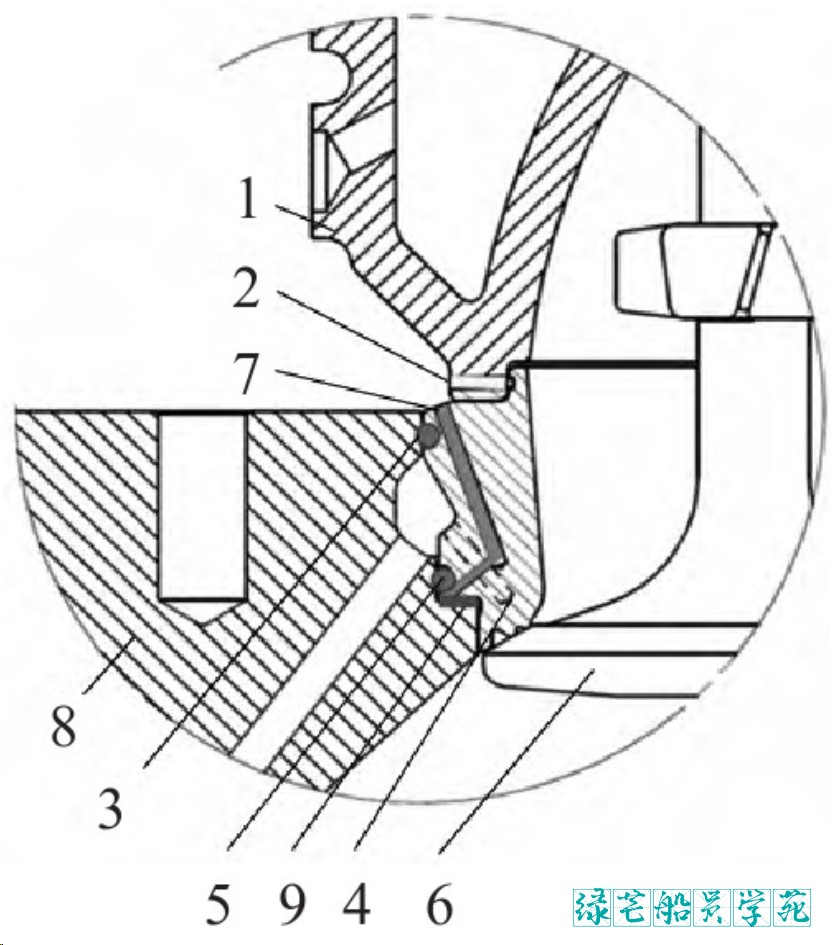
图1 排气阀和缸头结构示意 1—排气阀壳;2—阀座固定螺母;3—阀座上端密封令;4—阀座;5—阀座下端密封令;6—阀杆;7—捡漏孔;8—缸头;9—阀座和缸头刚性密封面
3.4 检修方案介绍
3.4.1 排气阀单独检修
排气阀和缸头出现粘连卡阻,建议在天车钩头上挂一个链条葫芦,通过操作链条葫芦拉出排气阀,链条葫芦额定负荷的选定,要求大于排气阀质量,但小于天车额定负荷和阀座固定螺母的抗剪切负荷。起吊之前,给排气阀的关闭气室进行充气,使阀杆处于关闭状态,操作起到2个作用,一是起吊时,让起吊力通过阀杆传递到阀座,减少阀座和阀壳固定螺母的受力;二是排气阀吊出过程中,避免阀杆在开启状态,阀盘与气缸底部卡住。调整好天车钢丝和葫芦链条位置,让其处于排气阀的中心线上,避免拉偏。最后拉动链条葫芦,把排气阀从缸头上吊出,操作过程中人员不要在排气阀和缸头上面逗留,避免钢丝绷断或排气阀弹出伤人。
3.4.2 缸头和排气阀一起检修
如果阀座和缸头粘连卡阻非常严重,用链条葫芦很难拉出排气阀,建议把缸头和排气阀一起拆出检修,先将阀壳和阀杆拆出,再用锤子敲击或者专用工具拆出阀座,有条件也可考虑送岸检修、拆卸和翻新。为了方便拆卸排气阀座,可以动手制作专用工具进行检修,图2是阀座拆卸专用工具。阀座拆卸专用工具由上部工件1件、下部工件1件、螺杆和螺母4套、液压千斤顶等组成,专用工具的各部件的具体材料和规格如下。
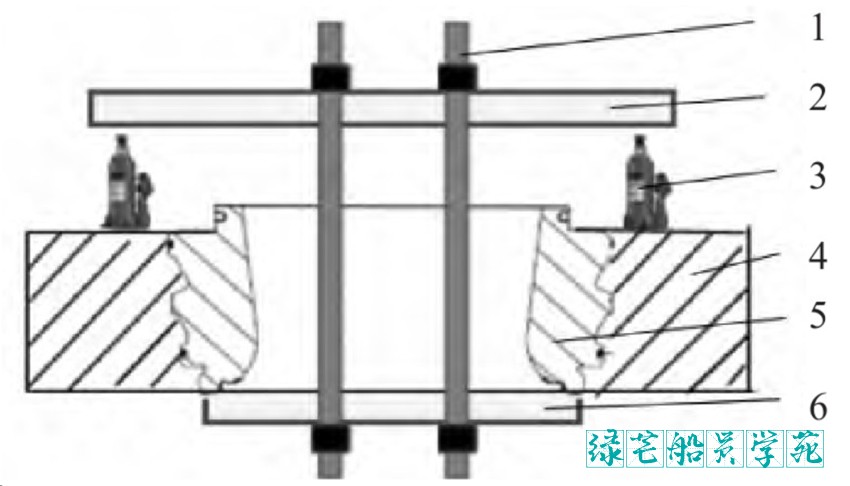
图2 阀座拆卸专用工具 1—螺杆和螺母;2—上部工件;3—千斤顶;4—阀座;5—缸头;6—底部工件
(1)上部工件。为了确保工件强度,推荐使用18号或20号工字钢,对应腰宽约为180 mm或者200 mm;工件总长度略大于缸头上口内径,千斤顶放在缸头的上口边缘能够顶推到上部工件。
(2)底部工件。为了确保工件强度,推荐使用18号或20号工字钢,对应腰宽约为180 mm或者200 mm;工件总长度略小于阀座下口内径,能够与阀座一起顺利通过缸头内孔。
(3)螺杆和螺母。推荐使用M24螺杆和螺母,8.8级高强度钢,以确保其强度要求。
(4)液压千斤顶。根据阀座粘连程度,选择合适规格的千斤顶。
4 日常管理改进措施
为了防止主机排气阀和缸头出现粘连卡阻,需要从日常管理着手,改进管理措施。
4.1 提高冷却水质量
1)用蒸馏水当冷却水,专门用一个技术水柜,储存造水机造出来的水,补给到主机膨胀水柜[4]。
2)对冷却水进行定期化验、投药和排污,确保冷却水硬度在正常范围,冷却水的硬度一般不超过100 mg Ca O/L,或者水中的氯离子含量不得超过50 mg/L[4]。
3)避免主机冷却水出现漏泄,维持冷却水的处理剂浓度相对稳定。
4.2 加强主机管理
1)加强主机工况管理,通过改善燃烧质量,降低排温,进而减缓结碳和结垢的速率。
2)如果缸头的检漏孔有冷却水漏泄出来,显示阀座下端密封不良,应及时检修,每次检修时注意检漏孔的保养,当检漏孔不通畅或者堵塞时,漏泄积水被高温加热,产生腐蚀和水垢。
3)研磨阀座和缸头刚性密封面,安装时均匀涂抹高温防黏粉,避免出现金属咬合。
4)视情况缩短排气阀检修周期。当排气阀和缸头出现粘连卡阻,在管理上采取相应措施的同时,可适当提前检修。
4.3 加强备件管理
1)检查确认阀座和缸头的冷却水密封面和令槽状况,如果腐蚀严重,及时送岸翻新。
2)检查确认阀座和缸头之间的缝隙表面状况,做好清洁、抛光工作,如果腐蚀严重的,及时修复,减缓缝隙腐蚀结垢。
3)每次检修排气阀时,所有密封令都需要换新,特别注意上端密封令和下端密封令的规格型号,避免安装错误,根据实际备件型号,上端密封令是O形令,下端密封令是U形令,U形令耐高温性更好,在安装前需要把U形令浸泡在约80℃热水中,等受热变软后再安装,禁止使用螺母刀等硬物工具撬动、损坏密封令。
4)检查确认阀座固定螺母的材料和质量,要求使用原装备件,不要随意使用普通螺母代替,因为原装螺母强度等级在8.8级以上,抗剪切力较大,而普通螺母强度不足,容易被剪切断掉。
4.4 熟悉机舱天车的起重参数和性能。
1)熟悉机舱天车操作规程和机舱起重作业安全检查表,规范机舱吊重操作。
2)掌握机舱天车是否带有限载装置,吊重试验时,验证限载装置的有效性。
5 结束语
在轮机管理实践中,遇到主机排气阀和缸头出现粘连卡阻问题时,一定要全面分析,找出根本原因,形成发现问题和解决问题的闭环管理思路,才能在根本上确保设备检修和设备运转安全。参考文献:
[1]马健作,江洁龙.浅谈主机排气阀和缸头粘连卡阻的原因[J].航海技术,2023(06):38-40.作者简介:马健作,中远海运特种运输股份有限公司
- 发表于 2023-12-01 12:39
- 阅读 ( 900 )
请点击下载或复制按钮进行操作
